MELT SHOP FACILITIES
The key driver for the Welland Facility’s production flexibility and efficiency is the state-of-the-art equipment in place. Close to US $25 million in facility and equipment upgrades were made to the caster, melt furnace, and refining operations prior to initiating operations in 2011. The Welland Facility is now among the premier specialty steel-making facilities in North America, offering a unique combination of carbon, stainless, and other specialty steel making capabilities. Below is a list of key equipment on-site.

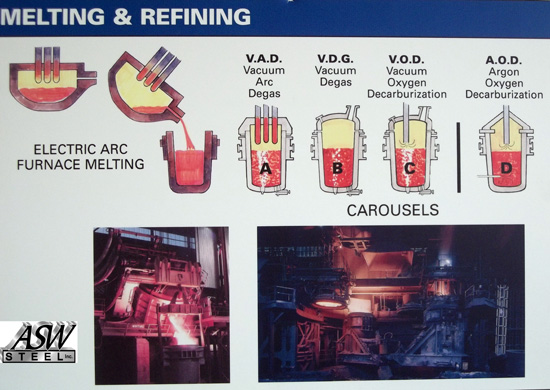
Argon Oxygen Decarburization (AOD)
- 70 tonne capacity
- Five tuyere Whiting design
- Three vessels in service with standby natural gas heater and pre‐heater
- Level 1 and 2 controls
- Top lance and soft blow with water cooled lance
- Praxair gas control system
- Automatic alloy addition system capable of continuous feed during decarburization using 22 bins
- Accelerator stack off‐take into overhead extraction
- Post-AOD ladle treatment station with oxy-fuel heater
- Automatic immersion sampler/thermocouple
- Four-strand wire injector

Vacuum Oxygen Refining System (VORS)
- Ladle seal Finkl/Mohr 2 car carousel system
Ladle Furnace
- 15 MVA transformer capacity
- 12” electrodes
- Alloy addition conveyor
Vacuum Degas Station (VDG)
- Seal on ladle rim
Vacuum Oxygen Decarburization (VOD)
- Two-strand wire injector reheating station
- Vacuum created using three or four steam ejectors and water ring pump
- Water-cooled surface blow O2 lance

Electric Arc Furnaces:
- One 20’ diameter 100 ton Whiting/Empco with a 50 MVA transformer and one 17’ diameter 60 ton Whiting furnace with a 30 MVA transformer
- Three jet-box/oxy-fuel burners with carbon injection on 20’ Shell
- 20” electrodes
- Overhead fume extraction
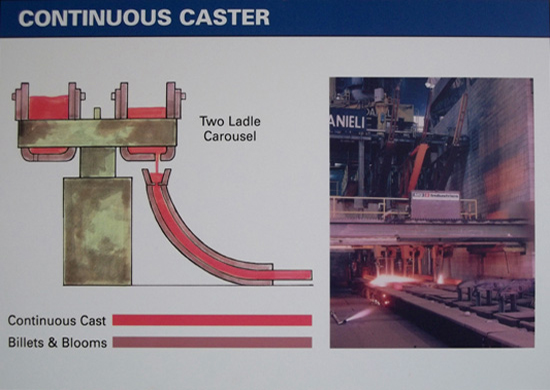
Billet/Bloom Caster
- Danieli 2 BLC 803/4
- Curved mold, rigid dummy bar
- Four sets of hydraulic pinch rolls per strand with two straightening points
- Cut-off using gas/oxygen/powder torches to lengths between 7’9” to 40’
- 480v – 60hz power supply
- Speed range: 0.5 – 3.5 M/min
- Revolving turret for sequence casting
- Mold level control Cobalt 60 source with Concast level control and 2nd level computer control/monitoring
- 6.5 M BTU/hr Tundish dryer
- 1999 Concast automatic stopper control system
MELTING PROCESS
Scrap Charge
- Internally-generated and externally-purchased scrap metal is loaded into the charge bucket via an overhead crane from the south end of the melt shop.
Melt Process
- The charge bucket is transferred to one of two 75 ton electric arc furnaces
- Scrap charge is melted by 50 MVA electrical charge
- Rough alloy additions are made to ladle receiving molten bath
- The furnace is tapped to a waiting ladle
- Carbon and alloyed heats:
- Transported directly to the ladle metallurgical furnace
- The molten steel is combined with alloy additions or slagging agents.
- Stainless steel heats:
- Ladled from the electric arc furnace
- Transferred to the argon oxygen decarburizer or vacuum oxygen decarburizer
- Charge chrome and alloys are combined with the molten steel
- Transferred to the vacuum degassing station to remove errant gasses
- Transferred to the ladle metallurgical station.
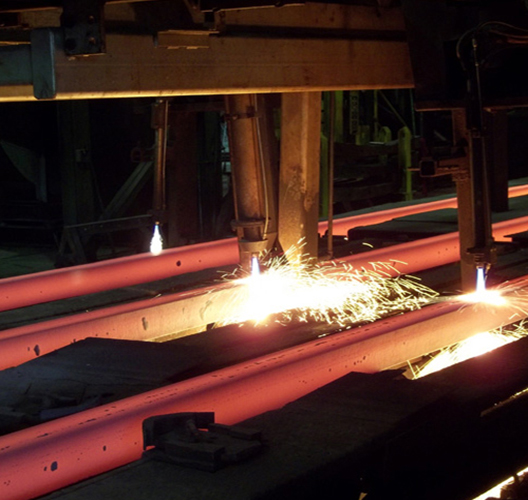
Casting
- Ladle from the ladle metallurgical station is transferred to the Danieli three-strand continuous caster turret
- Molten steel is solidified into billets or blooms via submerged or oil casting
- Billets or blooms are then cut to required lengths up to 40 feet long
- They are transferred to either the controlled cooling chamber or storage awaiting shipment.
Bottom Poured Ingots
- Ladle from the ladle metallurgical station is transferred to one of three bottom-pour setup locations
- Molten steel is teemed into ingots moulds through BP trumpets
- Ingots are stripped from moulds after solidification
- Ingots are transferred to storage awaiting shipment